Search Case Studies
End-Use Case Study
 Studies show that the major concerns of design engineers are:
Studies show that the major concerns of design engineers are:
- Designing products that can be built more easily and economically.
- Increasing product reliability.
- Reducing and simplifying product maintenance and extending product life.
- Timely delivery of materials or components.
As a material supplier, RTP Company is very involved in helping the engineer reach positive solutions to these concerns. In the next few issues of Compounding Lines, we will address each of these from a material suppliers viewpoint.
This issue will address the third concern by relating a recent case history.
Metals and plastics are both subject to failure, affecting product maintenance and extended life. These failures include chemical and environmental attack (such as corrosion, and attack by UV, ozone, and fungi), mechanical failure and fatigue, thermal instability, abrasion, and electrical break-down.
With the wide variety of base resins, alloys and blends available today, usually a plastic can be selected to overcome the modes of failure typical to a given application. This can be true of metals also. When a plastic and a metal both meet the extended life and performance criteria, final selection is usually based on economics.
FE Myers, a Pentair, Inc. Company, manufactures a variety of water and sewage pumps. When the marketplace wanted an improved submersible pump for potable water, the company developed a new resin that would meet all well depth and performance requirements.
A submersible pump contains may components within a non-corrosive housing. Depending on the depth of the water table and the gallons/minute requirement, varying horsepower and staging components are needed in the unit. Performance requirements of the new design included higher efficiency and longer working life of the critical staging units.
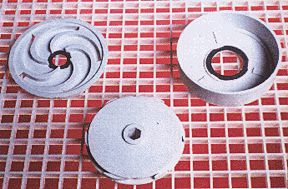
Staging units contain 3 parts, marked A, B, and C in the accompanying photo. A is the diffuser, B is the impeller and C is the diffuser housing. A pump can have from 6 to 30 stages. An average pump has 10-12.
Earlier generation staging components used brass and cast iron which provided long life-expectancy. However, the metal components were expensive and very heavy when the pump required large number of stages.
The initial evaluation of plastics for these staging components was of a glass fiber reinforced modified polyphenylene oxide (PPO). Early prototyping looked good and tools were built. The extended field tests and first five years of production were marginally successful. Units worked well except in problem wells. Units in dry wells or wells with abrasive substances present had high failure rates. FE Myers expect pumps to work in problem wells. The high number of pump replacements and field service costs at these problem wells demanded a material change.
FE Myers turned to RTP Company with a challenge of delivering a compound that would:
- Solve the high heat and abrasion concerns of problem wells.
- Have shrinkage values compatible with existing molds.
- Be cost effective.
RTP developed a PBT formulation that looked promising. The PBT staging units cost 1/8 of the original brass units. Although the material cost was higher than the PPO, the elimination of fiber washer that were necessary with the former formulation resulted in a unit cost less than a PPO unit. In addition, design evaluations indicated that efficiency could be improved by moving the impeller closer to the diffuser, a design feat not possible with PPO.
FE Myers’ newly designed submersible pump has been well received in the marketplace. The critical staging units have proved their worth in meeting performance requirements for higher efficiency and longer life in problem wells.
The tailored formulation used for the staging components were achieved through the selection of the best base resin for the application and the freedom to modify and reinforce it as was needed. When the design engineer works with suppliers with these capabilities, the prospects for simplifying product maintenance and extending product life are greatly enhanced.
